Description
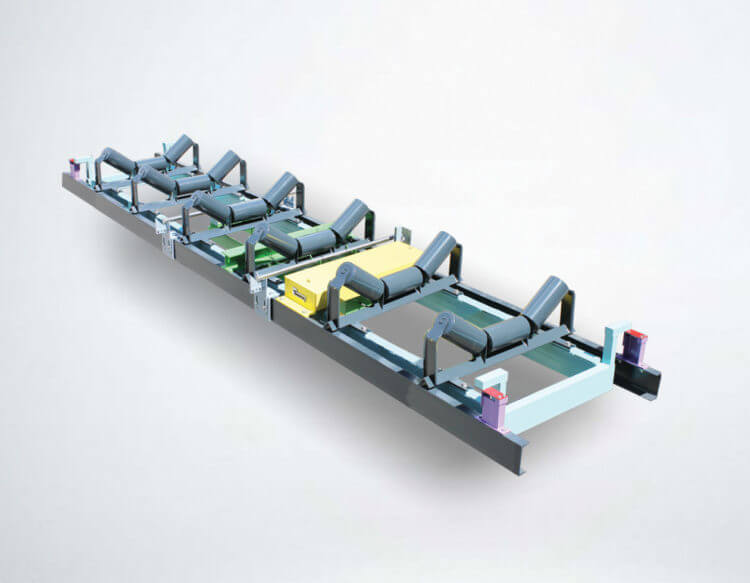
6NAR-8 NTEP Certified Conveyor Belt Scale
The THAYER NAR Belt Scales are designed to deliver exceptional stability and accuracy for use in applications requiring verifiable accuracy. They are recommended for applications requiring commercial certification for billing purposes. These Belt Scales have been proven in service demanding ±0.125% accuracy through independent certification. The weigh bridge features exclusive rocking flexure suspension in the approach-retreat configuration. Measurement sensitivity is high, deflection is low, and the load cell is isolated from the error-inducing effects of extraneous lateral forces, off-center loading, foundation distortion, inclination hold-back forces, and high sporadic shocks and overloads. Tare load is mass counterbalanced to create superior signal to noise ratio in weight sensing, orders of magnitude better than belt scale designs supporting full tare load on the load sensor.
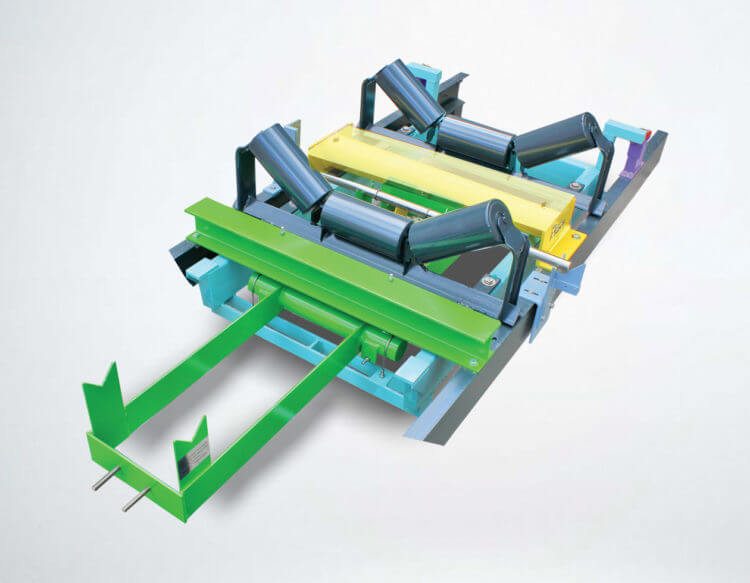
Secondary Lever System

WEIGH BRIDGE
One of the most important components of a conveyor scale system is the design of the weigh bridge itself. Regardless of the type of load cell used, a belt scale will not be able to weigh lightly loaded material and maintain its calibration for long if certain design features are not in place.
Secondary Lever
THAYER employs a secondary lever system, even though it cost more to do so, because it permits the following:
1. We can add mass (weight) to counterbalance the dead load (idler support frame, idlers, belts) and by using a secondary lever, we do not load down the suspension pivot.
2. The scale provides for complete mass counter-balancing of the dead load (idlers and belt) of the conveyor permitting the load sensor to react only to the net material load.
3. By positioning the load cell correctly, relative to the secondary lever we can match load cell size to the net loading. Only in this way can any capacity scale be supplied to the same high accuracy standards.
4. The resulting increased lever ratio of the secondary lever reduces idler deflection, providing additional immunity to errors associated with belt tension.
5. The secondary lever system utilizes stainless steel aircraft cables as flexural elements to transmit and FOCUS pure tension forces to the load cell. The cables, being non-extendable, but laterally yieldable connecting links, permit the lever to align itself under conditions of varying stringer distortion. This is a most significant feature. A belt scale must use the conveyor stringers as its mounting base. These stringers not only deflect under varying conveyor loads, but may also rotate (or twist). A suspension system having the least possible structural redundancy is therefore essential.
6. This unique system is not affected by dirt, shocks or vibration, and can withstand overloads in excess of 1,000 pounds without causing damage or affecting calibration.
THAYER’S RF Flexure Suspension (patented)
The axis position is permanent, being held in its horizontal position by the flexure plate and in its vertical position by the load rod which bears on the flexure plate, which in turn is bolted to the bottom side of the square and elevated suspension extension shaft.
There is insignificant rotational hysteresis. While the load rod may be likened to a dull knife edge (it is round), the flexure plate bearing surface directly in contact can rock without sliding through small rotational displacement.
The reaction to lateral forces creates an insignificant moment transfer to the weigh suspension (this is part of the patent). Since the flexure plate (which is hardened blue tempered steel) is also the upper bearing block of the pivot, tensile or compressive forces reacting to lateral forces therein have no moment arm distance to operate.
The Model LC-174 NTEP Certified Load Cell is a Strain Gauge “S” Beam Load Cell that is housed in an enclosure that has identical mounting dimensions to that of the LC-137.
Available in force ranges from 25 to 2,000 lbs with an overload protection of 300% of rated output.
THAYER Load Cell Utilization Factor
The distinct specification of continuous belt scale weighing applications and the unique environment and operational issues those applications typically encounter, places too many requirements on the load sensing system for any single technology to completely satisfy. Therefore, using THAYER’S exclusive FMSS technology in the design of its belt scale suspension system allows the choice of using either its LC‐137 LVDT Load Cell or its LC‐ 174 Strain Gauge Load cell. This puts Thayer in a unique position that allows us to offer equipment to match a wide range of applications such as light material loading, severe environmental conditions, and commercial certification.
Provides:
- Field adjustable mechanical TARE balancing of dead loads typically as high as 200 times NET loads, thereby providing the full utilization of the load cell force range.
- Reduces deflection of load receptor to a fraction of load cell deflection.
- Reduces zero shifting as a result of foundation distortion.
- Provides preferred access location of load cell for inspection or removal.
- Simplifies the application of test weights for calibration/performance verification.
Precision Belt Speed Measurement
Accurate belt speed measurement requires the use of a precision wheel and pulser. A spring is used to maintain proper contact pressure of the wheel with the tension side of the belt in all operating conditions. The THAYER belt travel pulser assembly includes a precision cast/machined wheel with a “pre-calibrated” circumferential tolerance of ± 0.05% and a high resolution digital transmitter. The transmitter produces pulses equivalent to 1/100 to 1/200 of a foot of belt travel. The speed pick-up wheel has a narrow face width so it is less susceptible to material build-up, which can result in speed measuring errors. Since belt stretch is not constant throughout the length of the conveyor, and therefore, can affect speed measurement, the speed pickup produces a more accurate speed signal than that which is produced by tail pulley mounted speed encoders.

THAYER Belt Scale Applications Program
THAYER is the only belt scale manufacturer that analyzes the customer’s conveyor and application data to predict “real-world” performance. The computer program essentially tailors each component of the scale and conveyor to maximize the performance of the complete system based on the specific requirements of the application.
We consider the parameter variations that are normally experienced in conveyor installations, the lack of dimensional precision of the conveyor components and installation imperfections occurring as the result of both the initial set up and the subsequent conveyor maintenance activities, the most logical approach to designing and installing high accuracy belt weighing equipment is to design for minimum error influences in every phase of the project. This involves conveyor analysis work to seek out preferred locations for load and speed measurements within a conveyor, suspension system configurations that are least affected by conveyor influences, particularly alignment factors (load deflection vs installed alignment conditions), and many other factors.
The typical computer analysis involves inputting eleven (11) key parameters which describe the application in sufficient detail to estimate accuracy for the installation as initially defined.

Major factors include:
- Conveyor design & Scale suspension design
- Location of load and speed sensors in relation to both conveyor terminal equipment and loading points
- Installed alignment conditions
- Duration and constancy of loading cycle
- Condition of rolling conveyor elements
- The uniformity and stiffness of the belt itself
- Condition and size of take-up apparatus
- The precision with which the system can be routinely calibrated & adherence to a calibration schedule
- Operating environment
Subsequent runs are performed to evaluate the effects under various conditions, using different belt scale weigh bridge configurations, weigh bridge locations, idler spacing, weights and locations of gravity take-up, etc.
Actual “bias error” (offset between THAYER totalized weight and check scale weight) and “as-found error” (random error, i.e. repeatability) can be calculated for a given conveyor application using Thayer’s belt scale performance math model.
This unique program was developed by THAYER, and is based on many years of experience in the field of high accuracy continuous weighing. The objective of the program is quite simple: To provide a means of producing a high performance Belt Scale installation.
Calibration
A belt scale should be thought of as a precision instrument and its performance should be quickly and easily checked. Thayer Scale can provide an accurate reliable calibration using a calibrating weight instead of test chains for all scale capacities. Thayer Scale developed and patented the first automatic calibration system in 1971.
The 6RF-8AR uses a test weight in the form of a round bar which resides in one of two positions (“V” notches) on an intermediate lever between the approach suspension and the load cell itself. This bar provides tare counterbalance in its “zero” position, and simulated calibration loading in its “span” position. This method of “test weight” application is referred to as the “moveable-poise” method, in contrast to the additive weight method.